太古可口可乐 惠州工厂实施世界级运营 (WCO)将生产线效率提升至一流水平
摘要
全球市场波动性日益增大,且竞争日益激烈,因此饮料行业主要厂商需要持续改进生产流程,尤其是装瓶和压盖。作为全球最大的可口可乐装瓶商之一,太古可口可乐的惠州工厂在成本和产能方面面临的压力与日俱增。惠州工厂多年来以TRACC一体化改进系统为依托,推行世界级运营 (WCO),在单条PET装瓶生产线共计节约760多万元人民币,实现了300%以上的投资回报率(ROI)。
成果
- 从2011年到2018年仅12号PET装瓶线就节省760多万RMB*(*人民币元)
- 仅12号装瓶线投资回报率(ROI)就超过300%
- I7年内不合格产品数量下降了80%
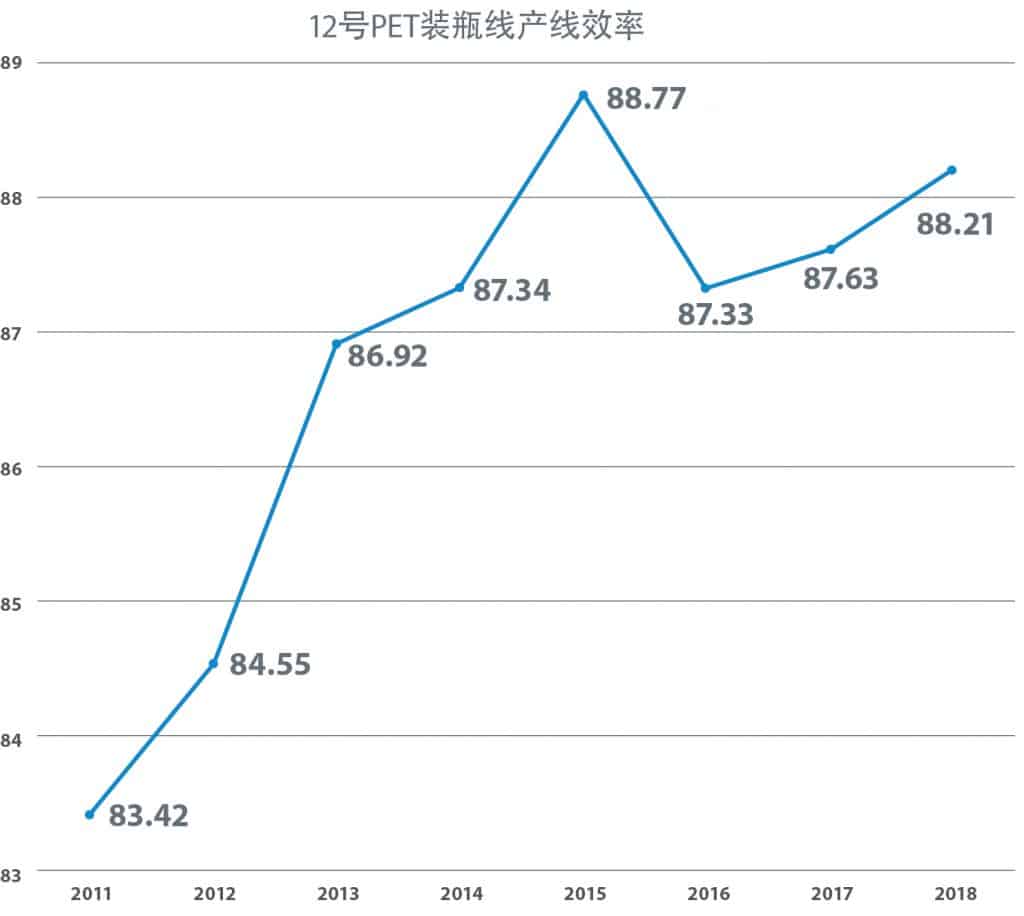
- WCO的实施将产线效率提高了4%以上
- 员工敬业度提升,人才梯队更加畅通,供应链更加敏捷灵活,建立了持续改进的文化



挑战
太古可口可乐生产和分销的软饮料品牌共58种,其特许经营区域覆盖人口超过7.2亿。可口可乐品牌在中国的惊人增长给太古可口可乐的装瓶系统不仅带来了生产成本上的巨大压力,同时也造成了产能上的严峻挑战。惠州工厂作为太古可口可乐最大的工厂之一,首当其冲面临这些压力。
每逢旺季(夏季和春节),惠州工厂内部产能一直以来都面临短缺局面。为了填补产能缺口,惠州工厂不得不付费委托其他可口可乐工厂代为制造和运送产品以满足日益增加的需求。
“为填补产能缺口,惠州工厂不得不付费委托其他的可口可乐工厂代为制造和运送产品以满足需求。”
不合格产品缺陷所造成的物料损失也是另一大损失源头,加强机器的保养维护成为重中之重。工厂管理人员需要缩短机器停机时间,然而风送系统和成品检查区的机器停机问题最为严重。风送系统过去经常遇到停机情况,需要专门操作员持续监控机器运行。

解决方案
自2009年起,几家太古可口可乐工厂成功地引入TRACC(CCi公司的一体化改进解决方案)。作为第3批推行TRACC的工厂,惠州工厂有幸得到太古可口可乐世界级运营(WCO)核心团队SBOX(太古饮料卓越运营)的大量内部支持。外部咨询公司CCi提供少量专题支持,而太古可口可乐内部的资深促进者和资深教练提供培训指导,两者均衡结合,真正实现WCO执行零失败。
WCO项目的实施基于以下三大核心:
1. 管理层的投入和支持
太古可口可乐将WCO视作实现端到端供应链成功的关键策略,因此管理层积极参与实施WCO项目。太古可口可乐也评估并培养集团与工厂高级管理人员管理实施WCO项目的能力。最终,太古激励工厂管理团队利用WCO项目改进工作方式,将WCO真正融入日常工作中。就以惠州工厂为例,工厂管理人员和各个职能经理都针对 WCO项目的实施承担正式工作任务,并且根据WCO项目进展评估工作表现。
2. 能力建设
惠州工厂针对产线主管、两名团队领导(班组长)以及他们带领的班组团队,开展培训工作,培养日常管理和运营各方面的能力。受训人员主要在5S(工作场所管理),自主维护*(操作员检修和保养机器)和集中改进(以结构化方式解决问题并开展项目)这三个领域获得新技能,由此大幅缩短机器停机时间并减少废品率。产线主管于2012年接受了DMAIC培训,并担任12号PET装瓶线团队教练,并于2015年正式获得六西格玛黄带认证。
3. 引入领导标准作业
自2012年起,产线主管和团队领导逐步开始和下属员工进行正式的绩效辅导谈话,并且结合现场巡视(Gemba Walk)进行非正式的辅导谈话,教练辅导机制成为新常态。各级管理者和产线主管不再只依靠指令的方式管理团队领导和团队成员,而是采用全新的领导沟通方式,以激发员工思考和参与。太古可口可乐授权并鼓励一线管理人员和操作员在日常工作中针对小问题寻找解决办法。另外,太古可口可乐实施标准化流程以减少人员失误。比如,在糖浆混比流程中应用改进后的标准作业程序,计算执行某一特定步骤所需时间,并且精确到秒,由此杜绝猜测和模糊。
“太古可口可乐授权鼓励一线管理人员和操作员,在日常工作中针对小问题寻找解决办法。”

结果
自惠州工厂实施WCO以来,从2011年到2018年仅12号PET装瓶线就节省了人民币760多万元。工厂主要通过以下三个途径实现节约收益:代加工生产成本、物料损失和劳动力成本。
机器停机是自主维护TRACC和集中改进TRACC优先解决的问题之一。这些最佳实践发挥作用后,不合格产品数量在7年内下降了80%。产线效率提高了4%以上,积极降低了外包成本。
一旦产线运行平稳,停机时间缩短且需要处理的问题减少,劳动力成本就开始明显下降。这一点在风送系统和成品检查区体现得尤为明显。目前,风送系统停机频率大幅降低且邻近工作站的操作员可监控机器并及时修理。成品废品率下降,因此不再需要操作员专门守在工作站剔除不合格产品。
关键经验总结
WCO的益处不仅限于节省成本
成本节约是最容易计算的投资回报。然而,WCO真正的力量在于帮助企业做好准备迎接未来运营挑战。2016年太古可口可乐集团决定为消费者提供更及时新鲜的产品,因此12号装瓶线的订货量大幅缩减。产线切换次数不可避免地增多,产线效率面临严峻挑战。但是,惠州工厂在缩短准备时间这一模块的成熟度较高,能够快速无缝适应小批量、多SKU的新常态。
WCO项目的核心在于员工,以及领导员工的方式。
WCO非常关注人员培训,全体员工尤其是一线管理人员和团队成员都要接受培训提升能力。但只有在直属主管改变管理风格并采用新管理方法(比如培训、现场走动、以结构化方式解决问题)之后,员工的行为方式才会发生变化。这就要求企业从高级管理层入手发起变革。太古可口可乐的管理层在多个场合中都以不同方式明确强调:“必须学习最佳直至成为最佳。” 太古可口可乐积极致力于持续改进,因而超越了仅聚焦精益工具和单一改进项目的企业。
实施WCO后,太古可口可乐惠州工厂的投资回报率表现优异。若考虑培训时间、培训成本、持续改进系统(TRACC)费用、外部咨询服务、奖励和认可、标杆参观和厂外培训,仅12号装瓶线投资回报率就超过了300%。而这300%是用12号装瓶线的投资回报额与整个工厂的WCO投资额计算得出的,单算12号装瓶线的投资回报则远超过300%。WCO所带来的无形益处意义更为重大:员工参与度更高,人才管道更加畅通,供应链更加敏捷灵活,并打造出持续改进的文化(尤为重要)。
惠州工厂的成功表明了最佳实践成熟度的重要性,也表明不断发展的中国饮料行业,在遵从本地文化的同时,也正在接受持续改进方案。太古可口可乐从战略层面到运营层面,克服各种运营挑战,以此在中国竞争激烈的饮料消费品市场中脱颖而出,巩固其在市场中的领先地位。
“帮助企业做好准备,迎接未来运营挑战,这便是WCO的真正力量所在。”
集团背景
太古可口可乐是全球最大的可口可乐装瓶商之一,自上世纪60年代中期一直是可口可乐特许经营商,在香港、台湾、中国大陆的11个省份以及上海市,美国西部广大地区,拥有制造、推广及分销可口可乐公司产品的特许经营权。其特许经营区域覆盖7.27亿人口。
太古集团与可口可乐的合作始于1965年。当时太古集团收购了如今的太古可口可乐香港有限公司的前身,后者被收购时拥有可口可乐公司产品制造特许经营权。此后,太古于1978年收购了位于盐湖城的可口可乐装瓶商。
2009年,太古可口可乐与CCi合作引入TRACC,由此踏上系统化持续改进之旅,成为CCi在中国被参观次数最多的标杆客户。
免责声明:
本资源仅作为相关话题方面的通用性参考,不构成专业咨询意见。请勿在取得具体的相关专业咨询之前就根据本资源所包含的信息而采取任何行动。对于任何人基于本资源所含信息所采取的任何行动和决策,竞能国际(CCi)不承担任何责任、赔偿、或过失后果。